2019-12-25 click: 11346
摘要:针对飞轮齿圈检测项目多和测量装夹难度大的问题,本文在自动生产线测量理念的基础上,设计了一台上料,吹灰,测量,打标,高压油冲洗,合格与超差分组五项工作任务于一身的飞轮齿圈自动检测线。通过将流水线测量的项目分解成各种集成模块及控制单元完成上述一些列功能需求。并在测量模块中采用哈尔滨精达机械发展有限公司特有的“飞轮齿圈定位装置结构”,并增加了激光测量装置以及精达发展公司特有的标准齿轮径向偏差修正技术的飞轮齿圈综合自动检测线,为此类特殊的齿圈提供了方便,快捷,准确的测量方法。
关键词:飞轮齿圈 检测线 定位工装
0.引言
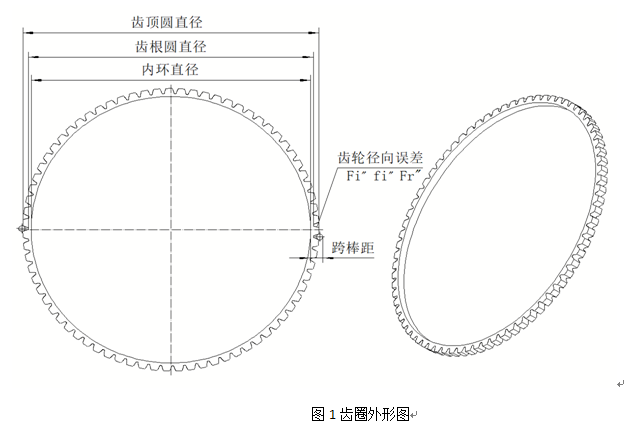
飞轮总成是汽车发动机启动装置中重要的一个部件,飞轮总成与离合器压盘一并起到吸收振动,储存能量的作用。而薄壁齿圈又是飞轮总成部分的一个关键零件,由于其壁薄,齿多,直径大等特点(如图1所示),能够使飞轮总成的安装结构紧凑,使用寿命长,在汽车启动装置中起到不可或缺的作用。然而由于这类齿轮形状的特殊性,环形齿轮齿厚变化较大,外形尺寸变形较为严重,导致齿轮的精度和各项指标难于控制,这样对传动系统的精度有直接影响,同时对于精准的测量出其精度与参数也带来了很大难度。
在厂家大批量生产的条件下,虽然齿圈通过机械加工可以达到比较高的精度,但是由于热处理等后续加工导致比较大的变形,齿厚(以特定齿轮跨棒距来衡量)很难保证一致性,以齿轮双啮测量方式,由于内径变化比较大、零件受力变形等原因导致测量时其定位难于实现,带来测量结果变化大。并且缺少方便快捷的检测方法,只能通过人工逐个检测每个齿圈的跨棒距来判定工件是否合格。这种检测方法成本高,效率低,耗费大量的人工和时间,因此如何能将这类齿轮高精度快速的检测出来,成为了目前要解决的重点。本文所述自主研发的自动检测线是吉林大华机械制造有限公司所提出的检测要求进行研制设计的。该自动检测线测量部分针对此类齿圈的定位装置和装夹方式特殊设计,配合精达发展公司独有的标轮径向偏差修正技术,可以实现对此类齿圈M值,跨棒距,径向误差等多项参数精准快速的测量。实现了测量速度快,检测效率高,快速准确分选,具有多种辅助功能的高品质的自动检测线。为生产量大,检测精度要求较高的客户提供了新的检测途径,比较好的达到了客户的使用要求,已经成为客户提升产品质量必不可少的自动检测设备。
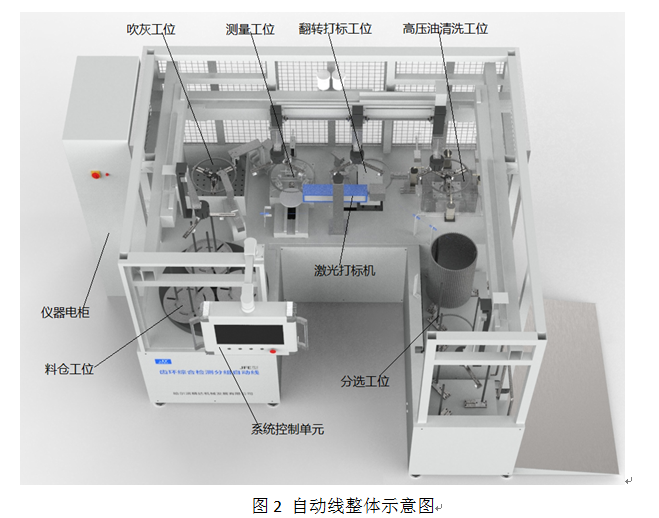
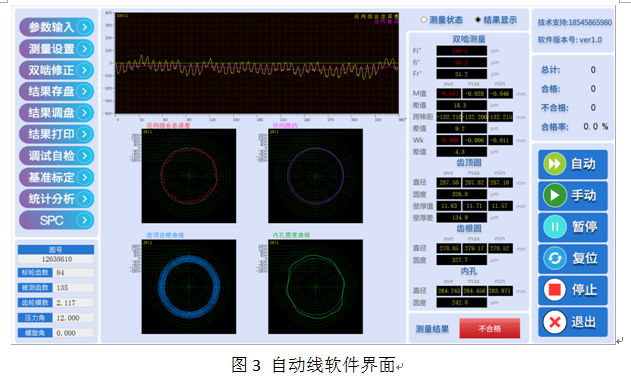
本文所述用于薄壁圆环类齿圈检测自动检测线,设计为多工位串行工作的方式,能够实现快速装夹工件,测量,打标,喷油清洗,分选等功能。该设备集合了计算机多点控制,多轴联动,齿轮双啮测量,激光测量,传感器判断,电动,气动,液压等多项先进的技术,实现了被测工件自动上下料,零件相关误差项检测,方向判断,翻转打标,高压清洗,分选等功能。工件从上料到分选出合格不合格整个过程仅需20秒,检测时间是人工检测时间的1/5,是三坐标检测时间的1/10,而且三坐标与人工只能测量一些外形误差,无法测量齿轮的精度误差,而此台自动线都可以满足测量要求。图2为自动线整体结构示意图。针对该检测线自主开发相应配套软件详情见图3。
2.自动线工作流程
如图4所示,自动线由料仓工位,吹灰工位,测量工位,翻转打标工位,高压油清洗工位,分选工位等组成。
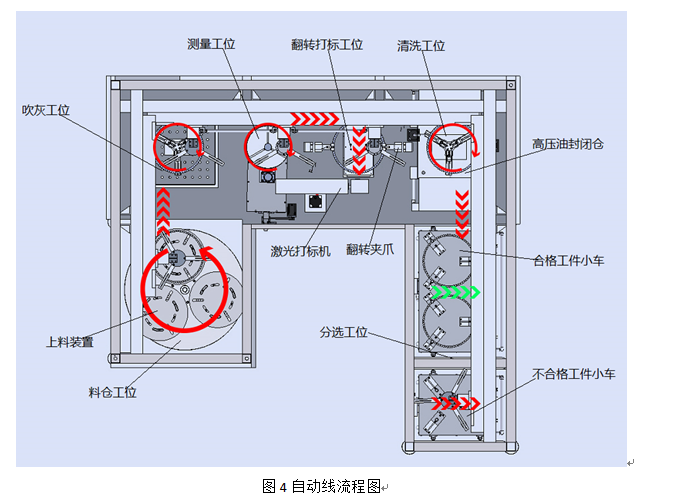
(1)人工将被测齿圈放到圆形料仓上,料仓共3个上料装置,料仓下面装有旋转轴系从而实现3个上料装置的自动切换,传感器检测到上料装置有工件时,升降平台带动托盘上升到一定高度停止,机械手将工件抓取到吹灰工位。
(2)机械手将工件放到吹灰工位后,三爪定位装置带动工件旋转,同时四周分布的高压气枪同时对工件进行高压气吹,把工件的表面污物清理干净达到可检测标准,被清理出的油污灰尘收集到污垢收集箱中(人工定期清理收集箱)。
(3)工件吹净后机械手将工件抓取到测量工位,工件就位后被自动快速装夹定位采用双啮的原理测量出齿轮的径向误差,采用激光测量出齿轮的内径尺寸,齿顶,齿根直径等误差,通过激光照射判断出齿圈的正反面。
(4)测量完毕,工件被抓取到翻转打标工位,如工件方向正确且检测为合格零件则直接进行打标;如工件方向为反向且检测合格则翻转夹爪先进行零件翻转后再进行打标;如工件检测不合格无论工件摆放反正都不打标,通过不同颜色的喷枪点在工件表面进行标记,这样很容易分辨出齿圈哪项参数超差。
(5)标记完的工件被抓到清洗工位,不合格工件放到甩干工位不进行高压油冲洗甩干;合格的工件放到工位,仓门闭合,高压油进行冲洗,冲洗完毕后,工件与三爪定位装置高速旋转把工件上残留的油甩干。
所有工序完成机械手根据工件检测的结果进行分组,分别将工件放置在合格与不合格的小推车上,工件装满后仪器提示工人将小车推走,卸料更换。
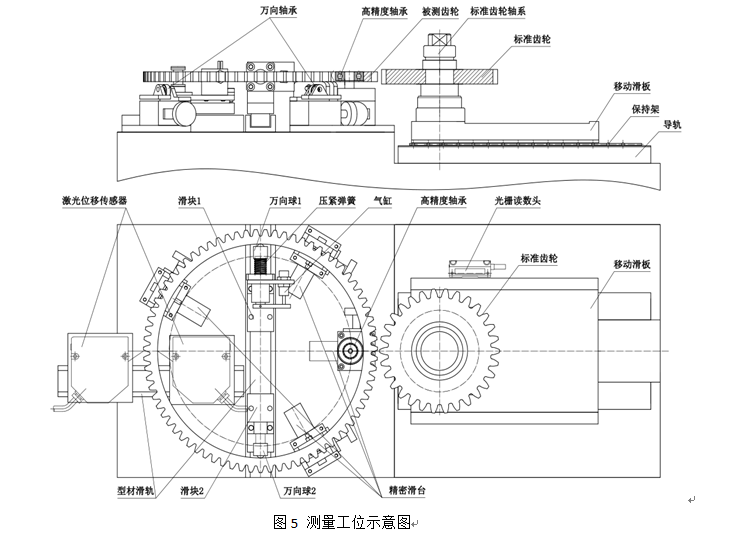
测量工位的设计是整个测量线的关键,如图5所示为测量工位以及工件装夹结构示意图,图的右半部分采用的是精达发展公司独有的单滑板双啮结构,传统双啮仪一般都是使用两层滑板结构(一层移动滑板用于齿轮大小调整,一层浮动滑板用于齿轮啮合测量)结构比较繁琐,安装起来比较麻烦,而单滑板双啮结构化繁为简把两层滑板融合到一层滑板使用,浮动移动使用一个光栅计数,这样结构简单紧凑,便于安装调整,节约成本,该结构更适合应用于自动生产线中。
图5的左边是工件的定位装夹装置,在底部的4个精密滑台上有3个滑台安装着高精度的万向轴承(3个万向轴承的高度必须一致),根据被测工件的直径大小调整每个精密滑台的位置,用3个万向轴承支撑着工件表面使工件保持水平,并且能够灵活的旋转;在另一个滑台上装有高精度轴承,将滑台调整到相应位置锁紧,当机械手把工件放到测量位置时,标轮向前移动与工件啮合后,继续向前直到高精度轴承将工件挡住,开始啮合测量。由于此类薄壁环形齿圈在热处理时外形尺寸变形比较严重,所以测量时会出现摆动现象,因此在中间安装了一个型材滑轨和两个滑块。滑块1上安装了一个弹性机构,放工件前气缸通气将万向球1向后顶开,工件就位后气缸松开万向球1通过弹簧的作用紧紧地顶在工件内壁上,滑块2上的万向球2则提前调整到固定位置锁紧,通过万向球1和2的相互作用将工件撑起,固定在中心位置,确保了啮合测量结果的稳定性。在另一个型材滑轨上安装着两个激光位移传感器。一个安装在工件内部,一个在工件外部分别测量齿圈的内孔直径与齿顶圆,齿根圆直径等误差项。
在每个机械结构相互配合下保证了测量结果的稳定性,测量速度快,此结构通过多次实验并与三坐标测量结果进行对比,该结构测量齿圈的各项精度重复性在±0.01mm。
传统的人工检测方法已经不在适合产量大,高节拍,高精度的生产需求。此类薄壁环形齿圈自动检查线的应用取得良好的效果,保证产品的检查稳定性和效率,提升了生产自动化程度。随着工业生产自动化水平的提高,这种智能一体化设计的检测线越来越被认可和需要,而自动线的关键技术是根据被测工件的特定技术要求设计对应的测量单元,在满足测量效率的基础上要求测量结果准确,工件定位的稳定可靠。该自动测量线的应用得到了客户的认可和好评。提高了检测效率并降低了客户的大量成本,成为了现代工业里控制质量的最佳检测方式之一。
[1]张红梅.齿圈类零件的在线检测及校正生产线的设计. 哈尔滨精达机械发展有限公司, 2017.
[2]汤洁. 齿轮双面啮合多维测量理论及技术研究[D].北京工业大学, 2009.

